
Do some poking around for your printer and slicer - for your printer, you need to know if you have a direct drive or Bowden tube setup, and for your slicer, you need to figure out how to modify the standard gcode.
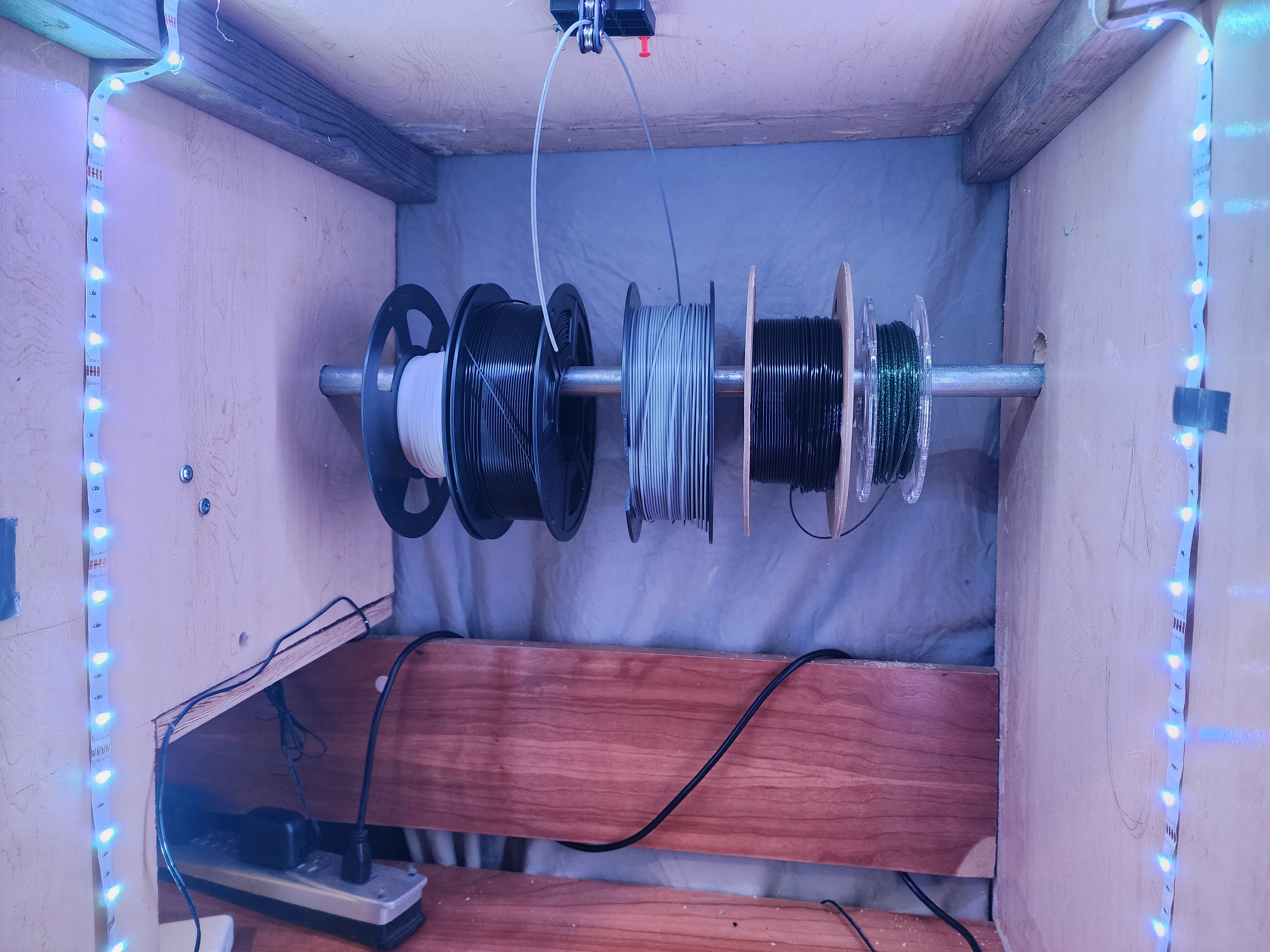
Looking at some pictures online I’m pretty sure your printer is a direct drive. Again I’m not familiar with your slicer so I don’t know what your model looks like, but typically retraction tests will be a tower with different values printed on the side indicating how far the retraction distance is. For a direct drive, these values should be pretty small, likely topping out at just a couple mm at most.
A search for " <slicer name> retraction tower setup" should get you numerous tutorials for your slicer, just follow those guides and input a range appropriate to your setup and should be good to go


{kind=link}
This must be why I never like the good guys!